





Технологии производства армированных пластиков.
Армированных волокном пластик FRP (Fibre-reinforced plastic) - представляет собой композитный материал, изготовленный из полимерной матрицы, армированной высокопрочными волокнами.
В рамках самой отрасли по производству армированных пластиков наилучшим образом характеризует этот легкий, долговечный и удивительно прочный конструкционный материал термин «композит».
Технология RTM (Resin Transfer Molding) – буквально «транспортировка смолы в оснастку». Это технология производства композитных изделий на основе пропитки армирующего материала термореактивным связующим.
Метод RTM позволяет добиваться оптимальных характеристик пропитки, при этом улучшая показатели лёгкости, термического сопротивления и прочностные характеристики конечного изделия.
RTM-процесс позволяют получать изделия из армированных полимерных композитов с высоким качеством всей поверхности.
Учитывая тот факт, что технология RTM позволяет изготавливать детали сложной формы в течение одной операции, можно сказать, что эта технология по праву является лидирующей в производстве композитных изделий!
Технология RTM применяется при производстве промышленного оборудования. Используется в автомобильной, аэрокосмической, оборонной и сельскохозяйственной отраслях.
При изготовлении изделий методом RTM используется стеклоткань, специальный стекломат или другой вид армирующего материала (кевлар, углеткань, арамидная, базальтовая ткань).
В качестве термореактивного связующего применяется ненасыщенная полиэфирная смола, эпоксидная, полиуретановая или феноловая смола. Смолы должны иметь низкую вязкостью.
Существует несколько технических способов применения технологии RTM:
- Инжекция
- Инжекция при помощи вакуума
- Холодное прессование
- Литьё
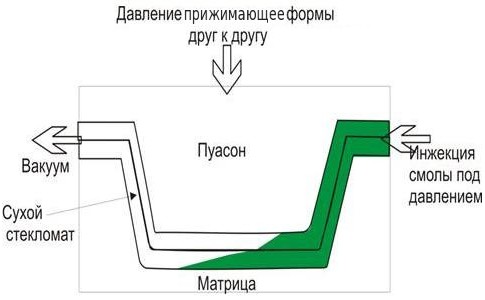
Инжекция смолы в форму
При изготовлении средних и крупных партий изделий целесообразно применить метод инжекции смолы в закрытую форму.
Армирующий материал укладывается в матрицу формообразующей оснастки в один или несколько слоев. К матрице специальными прижимами прижимается пуансон (обратная матрица), формообразующая оснастка смыкается и вовнутрь по специальным каналам подается термореактивное связующее. Подача связующего в оснастку производится при помощи специального инжектора под давлением около 10 Бар. Иногда, для облегчения прохода смолы через материал, используется вакуум, который создается внутри формы. Как только смола пропитала весь наполнитель, инжекцию останавливают и пропитанный материал оставляют в форме до полного отверждения. Отверждение может проходить при обычной или повышенной температурах.
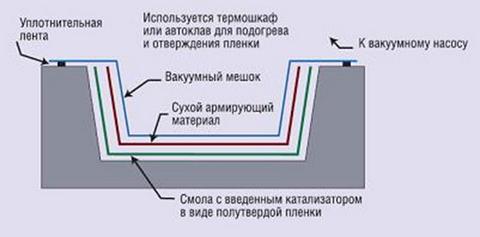
Метод вакуумной инфузии VaRTM
Метод VaRTM (Vacuum assist Resin Transfer Molding) - инжекция связующего в закрытую форму с помощью вакуума. Метод VaRTM является разновидностью метода инжекции связующего (RTM), который позволяет производить детали на одной открытой форме.
При использовании данной технологии предварительно отформованную заготовку помещают в одну половину формы, затем поверх формы надевается мешок, чтобы обеспечить герметичность. Когда в покрытой форме создается вакуум, смола инжектируется в форму через впускное отверстие в заготовку, а затем окончательно отвердевает.
Преимущества технологии вакуумной инфузии:
- Позволяет частично механизировать процесс за счет исключения операций пропитки, прикатки и уплотнения армирующего материала, уменьшив, тем самым влияние человеческого фактора.
- Повысить качество изготовления за счет автоматизированного контроля количества связующего и достижения более высокой плотности укладки слоев армирующего материала.
- Технология VARTM позволяет производить крупные детали, в которых практически нет дефектов.
- Улучшить условия труда, существенно снизив выброс вредных веществ в окружающую среду.
- Технология вакуумной инфузии позволяет снизить трудоемкость и сократить продолжительность производственного цикла.
Процесс вакуумной инфузии имеет и ряд недостатков.
- Большой разброс в свойствах материала.
- Внутренние воздушные пустоты.
- Изменения вязкости смолы в процессе пропитки.
Данная технология широко применяется на практике не только в формостроении, но и при изготовлении непосредственно конечных изделий в кораблестроении, ветроэнергетике, автомобилестроении, в частности при тюнинге.
Метод формования ручной выкладкой
При этом методе армирующий материал вручную пропитывается смолой при помощи кисти или валиков. Затем пропитанный армированный материал укладывается в форму, где он прикатывается прикаточными валиками. Прикатка осуществляется с целью удаления воздушных включений и равномерного распределения смолы по всему объему. Отверждение происходит при обычной температуре, после чего изделие извлекается из формы и подвергается механической обработке (обрезка облоя, высверливание отверстий и т.д.).